欧士机应用案例
首页
新闻
技术
案例
解决方案
E杂志
专题
国际金属加工网
>
欧士机
>
应用案例
最新资讯
|
应用案例
|
解决方案
|
产品
|
视频集锦
|
高峰视角
|
技术资料
|
在线研讨会
|
市场活动
|
下载
欧士机应用案例
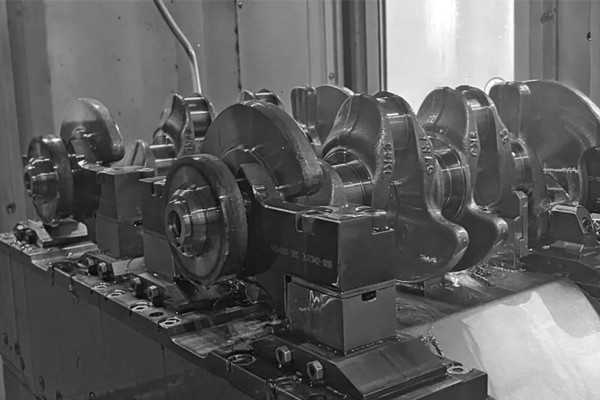
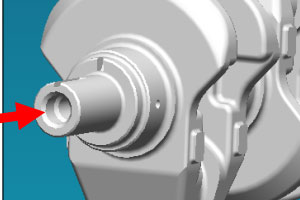
OSG案例:能用一把刀加工的孔,为什么要用两把?
定制硬质合金阶梯钻头帮助减少加工步骤,并延长旋转体生产中的刀具寿命。
欧士机
钻头
孔加工
刀具
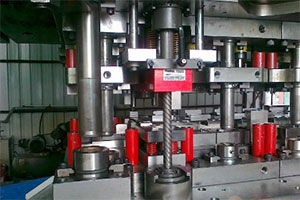
【客户案例】夹具系统性能的飞跃提升
AE-VML帮助客户提升夹持系统的性能
欧士机
铣刀
刀具
欧士机能处,加工是直接负责到底
曲轴加工案例
欧士机
螺纹加工
刀具
汽车
槽加工算是给欧士机玩明白了
过去的几十年里,机器人关节臂的需要越来越大。机器人关节臂通常是安装在一个底座上的,由机械臂上的多个关节共同协作实现机械臂运动。
欧士机
铣床
铣刀
刀柄
刀具
OSG欧士机:复材加工案例?拿来吧你
复合材料解决方案
欧士机
复合材料
刀具
欧士机:【硬质合金钻头】谁是C位?!
之前为大家介绍了OSG销量最好的几款高速钢钻头,今天我将为大家介绍OSG硬质合金钻头。硬质合金具有很高的硬度、强度、耐磨性和耐腐蚀性,被誉为“工业牙齿”,用于制造切削工具、刀具、钴具和耐磨零部件,广泛应用于军工、航天航空、机械加工、冶金、石油钻井、矿山工具、电子通讯、建筑等领域。
欧士机
钻头
孔加工
刀柄
刀具
三生三世,十里CFRP材料加工首选
每一个航空飞行器,例如飞机引擎、机身、机翼、尾翼、起落架等,都是由许许多多的零件组装而成。这些零部件的材料大部分为钛合金、新型的铝材以及复合材料。近年来,为了达到更好的燃料效率并减少经营成本的目的,许多飞机制造商在设计航空飞行器之时,越来越多的考虑应用CFRP材料。CFRP是一种碳纤维增强的复合材料,其特点在于材质更轻,并且耐磨性耐腐蚀性更好。
欧士机
钻头
螺纹加工
孔加工
刀具
航空
欧士机:客户案例不锈钢钻头加工案例
在制造行业,成功的重要因素之一就是效率。但如果只考虑快速加工,便无法加工高精度和高要求的零部件。在加工密封件时,保险性是首要考虑的因素,但同时可靠性和高质量也不能被忽视。
欧士机
钻头
孔加工
刀具
2015年度盘点:孔加工刀具十大利器
2015年,世界各地的金属加工业都需要速度更快、精度更高、更耐用的孔加工刀具,使用这样的刀具还能收获更高的品控标准。众多刀具优秀供应商通过技术创新,纷纷推出了多系列革命性针对性孔加工产品,通过采用前沿工程技术解决方案帮助用户提升盈利能力,持续提高其在金属切削加工中的效率。在2015年,刀具优秀企业都有哪些创新的孔加工产品脱颖而出呢?在这辞旧迎新之际,让我们..
山特维克可乐满
山高刀具
株洲钻石
澳克泰工具
京瓷
铰销
孔加工
刀具
欧士机:VP-DC-HT铸件用内冷油孔零前角直槽丝锥加工案例
说到加工中的困难工序,攻丝应该归入最困难的一类。在一般的金属加工中,通常是迅速切除金属并形成光洁表面,工序就算终结,但攻丝却不完全是这样。首先,攻丝后形成的螺纹必须符合标准规定并能和相配的紧固件旋合;其次,一般工序切削终了退出刀具十分简单,而攻丝完成后退出丝锥所花费的时间,有可能同切削螺纹花费的时间一样多。
欧士机
螺纹加工
向难加工材料发起挑战 刀具高效加工已然成为趋势
难加工材料是随着时代的发展及专业领域的不同而出现的。当今,对于航空制造业、汽车制造业以及其他众多工业领域来说,组成飞机和汽车发动机的各零部件,要选择具备高硬度、高韧性和高耐磨性饿特殊材料,而具有这些特性的材料其加工难度也特别大,于是便对生产这些零部件的加工工艺提出了要求。得益于机床和刀具技术,复合材料、钛合金和铬镍铁合金等材料已经从过去几乎无法加工..
山特维克可乐满
欧士机
雄克
外圆车刀
液压刀柄
钻头
车刀
铣刀
孔加工
刀柄
刀具
航空
欧士机WDO-SUS钻头加工案例
WDO-SUS钻头是一款在加工不锈钢•钛合金时,能在高效率的条件下,实现长寿命化稳定加工的钻头。在位难加工材料所困扰的客户,请务必尝试一下此款产品。
欧士机
麻花钻
钻头
孔加工
刀具
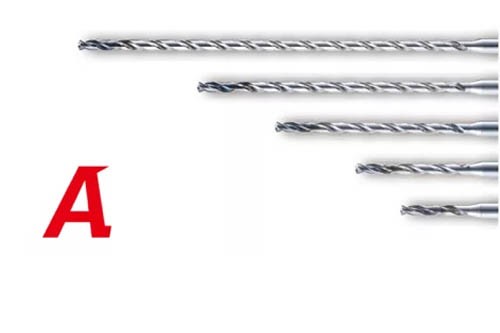
欧士机A-BRAND 丝锥、钻头技术应用及案例专题
欧士机新产品A丝锥具有,粉末高速钢刀体、不等导程沟槽、V涂层重视锋利性的刀尖式样等特点,被称为全能丝锥,A丝锥还可以应对软钢、中高碳素钢、合金钢、不锈钢、铝延伸材等各式各样的加工材料.WDO-SUS是一款加工不锈钢和钛合金的专用钻头,它能在高进给的加工情况下,依旧实现稳定的加工和良好的工具寿命。其特点在于重现锋利性的切削刃从而能减少加工硬化、提高刀具寿命
欧士机
夹头
钻头
螺纹加工
孔加工
刀具
欧士机:完美解决丝难加工的解决方案
)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
欧士机
螺纹加工
刀具
欧士机-A丝锥系列加工案例
切削条件 加工孔数 工具磨损情况 切削条件 加工孔数 工具磨损情况 切削条件 加工孔数 切削条件 加工孔数 切削条件 加工孔数 切削条件 加工孔数 工具磨损情况 转载 欧士机 A丝锥 刀具 ,_NOAD_
欧士机
螺纹加工
刀具
欧士机:A-TAP丝锥加工案例
随着ALL-MIGHT全能丝锥的隆重登场,今后无论是软钢、不锈钢、碳素钢、合金钢以及铝合金等近乎绝大部分的加工材料;或是攻丝机、通用机、加工中心,全球现有的加工机械;又或是从5~80m/min这样超大跨度的加工条件。只用一根OSG的A丝锥皆能游刃有余地对应。
欧士机
螺纹加工
刀具
欧士机:WD1涂层硬质合金钻头WD1涂层内冷油孔硬质合金钻头加工案例
//www.mmsonline.com.cn/resupload/1386732685951_1.pdf
转载 欧士机钻头 WD1涂层硬质合金钻头 ,_NOAD_
欧士机
钻头
孔加工
欧士机:VPH-GDS调制钢用VP黄金钻头短刃加工案例
//www.mmsonline.com.cn/resupload/1386732561052_1.pdf
转载 欧士机钻头 VPH | GDS 调制钢用VP黄金钻头
欧士机
钻头
孔加工
欧士机:硬质合金内冷油孔Mega Muscle 3刃钻头加工案例
//www.mmsonline.com.cn/resupload/1386732372718_1.pdf
转载 欧士机钻头 硬质合金内冷油孔 Mega Muscle 3刃钻头
欧士机
钻头
孔加工
欧士机:不锈钢软钢用短刃型钻头加工案例
//www.mmsonline.com.cn/resupload/1386732150369_1.pdf
转载 欧士机钻头 不锈钢软钢用短刃型钻头 不锈钢软钢用短刃型钻头加工案例
欧士机
钻头
孔加工
1
2
下页
未页
欧士机公众号的新功能上线,谁还不知道
欧士机CCMT2024现场采访:技术部技术五课主管 张善良
欧士机展台:N2-A001,CCMT进行中……
欧士机CCMT2024邀请函:4月8号,N2-A001见
龙行天下,利器先行
来自欧士机的CCMT邀请函
欧士机:龙行天下,利器先行
OSG 耐热合金加工怎么能不看这个视频
OSG案例:能用一把刀加工的孔,为什么要用两把?
欧士机方案:这样的切屑控制,让效率直接翻倍
欧士机将助力绿色化、数字化制造产业
【新品】欧士机高硬度钢加工新品已送达,请确认收货
【客户案例】夹具系统性能的飞跃提升
【型号拓展】欧士机 A-XPF新增33款尺寸
辞夏迎秋,OSG 3A大促
OSG技术支持:和无效加工说不,有效提升加工效率
辞夏迎秋,OSG 3A大促
【OSG 新产品】我们为小型加工中心专门研发了一款盘铣刀
【新品拓展】OSG DLC涂层AE铣刀型号拓展
齿轮加工,选择欧士机车齿刀没错
欧士机夏日促销(第一弹)
促销一夏夏,欧士机新品不错过
欧士机 方案:铝材零件生产力飞跃提升,泰酷辣
【新品】一应万变,OSG高效多功能挤压丝锥技术解析
欧士机CIMT2023展会现场重磅新品亮点解析直播
4月10号,我们一起去欧士机展台看新产品
【欧士机3A超级促销】我不允许有人不知道这次的促销力度有多大!
欧士机神秘丝锥新品,尽在北京CIMT
欧士机方案:告诉老默,汽车零部件小径加工得用这把钻头
看OSG 欧士机 如何保障铝合金加工顺利“狂飙”
Copyright © 1997-2024
mmsonline.com.cn
All rights reserved.
国际金属加工网
版权所有
 欧士机
欧士机
 夹头
钻头
螺纹加工
孔加工
刀具
夹头
钻头
螺纹加工
孔加工
刀具